The Merriam-Webster dictionary defines “how the sausage is made” as “the practical and often unpleasant or messy aspects of a process that are usually not made public,” with the idea being that while you may like what you’re eating, there’s a good chance you don’t really want to know what it takes to get it on your plate.
That description may hold true for actual sausages, but when it comes to bikes and associated gear, I absolutely want to know how the sausage is made – the good, the bad, and the ugly – because each of those elements plays a role in creating the final product, and the general public deserves to see it.
And so How the Sausage is Made is a new series I’m debuting off here on n-1, where I’ll give you an inside look at how some of your favorite bikes and products are actually produced; how some of the best-known companies operate; and in-depth interviews with some of the bike industries’ key people to see how they tick.
Kicking off the series is a look behind the curtain at one of the hottest brands in the custom titanium bicycle world right now, No.22 Bicycle Company.
No.22 is a fairly young brand, having only first opened its doors for business in 2012. However, recent years have seen an awful lot of attention directed its way – partially for the thoroughly modern and performance-oriented approach to its bike designs that combines old-school craftsmanship with cutting-edge technologies like 3D-printing, but also for its eye-popping aesthetics, which masterfully blends raw, anodized, and Cerakote ceramic finishes into a highly distinctive machine.
The company itself is an interesting juxtaposition of old and new, too.
The building it occupies in the sleepy town of Johnstown, New York – about an hour outside Albany – was built just before 1900 and was home to the Johnstown Knitting Mill before it ceased operations a hundred years later. It’s a gorgeous and imposing old brick structure set next to the Cuyadutta Creek and directly adjacent to a rail trail that quietly snakes its way between Johnstown and nearby Gloversville. You might notice the old knitting mill building as you ride by, but you’d have little visual indication of what happens inside. There’s no sign on the door, and with an annual production of just 200 or so frames and bikes, it’s not like there are big trucks pulling up the loading dock on a daily basis.
Much of the crew once formed the backbone of Serotta, who ceased operations in 2013. In a move that would forever change No.22’s trajectory, company co-owners Bryce Gracey and Mike Smith swept in shortly after the iconic American custom bike brand went bankrupt. They hired much of the staff and immediately set about onshoring production of their then-nascent titanium frame brand from overseas. No.22 had only existed as a brand at that point for about 18 months, but suddenly it was not only flush with experience, but also flexibility, with no third-party contractor standing in the way of innovative ideas. Head welder Frank Cenchitz has been welding titanium bicycles at Serotta since 1997, for example, and joining him was long-time operations director Scott Hock and machinist and finishing specialist Bryar Sesselman (Sesselman still wears his old Serotta work shirt even today, in fact).
That staff advised Gracey and Smith on what equipment to buy – and maybe more importantly, which pieces not to buy. The serial number stamper dates all the way back to legendary mountain bike brand Fat City Cycles, and the lathe No.22 uses to butt tubing is still fitted with 3.5” floppy disk drive.
Oh, the stories these things could tell if only they could speak.
Just a couple of things to mention before you dive in here.
First, while you certainly can feel free to take this all in on your phone, the experience might be a little more fulfilling on a bigger screen. And second, everyone will get a taste for how things operate inside No.22, but the full gallery – almost a hundred images – is only available to paid subscribers of n-1.
Not interested in signing up? No worries; enjoy the preview. But if you are a paid subscriber, thanks heaps for the support.
And with that out of the way, on with the show:
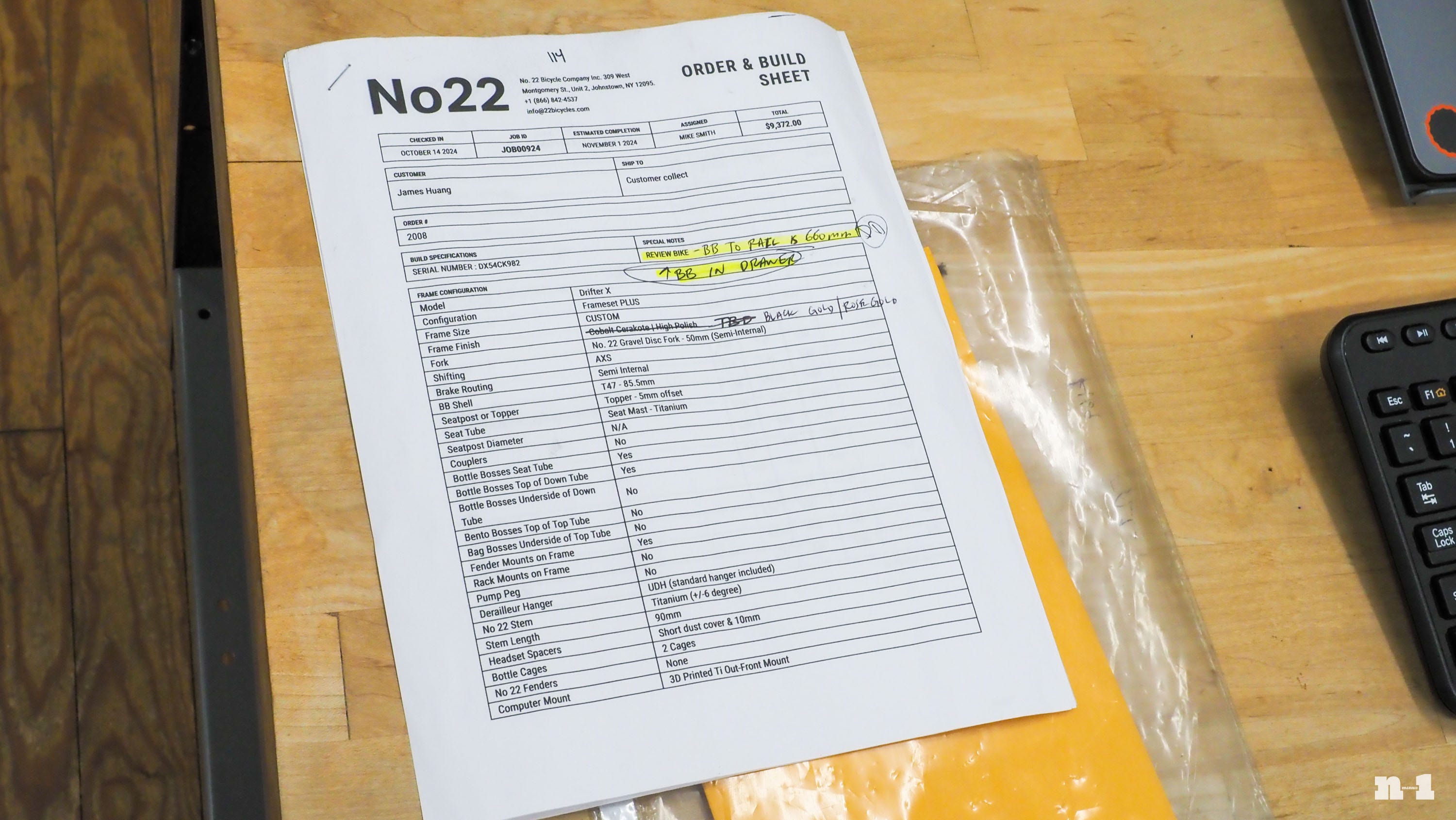
The starting point of custom frames oftentimes isn’t all that glamorous. It’s lots of phone calls and emails back and forth (and back and forth, and back and forth, and…). Bryce Gracey and Mike Smith may be the co-founders of No.22 Bicycle Company, but they’re also the primary points of contact for most prospective buyers, and the ones responsible for the frame design. Once the design is finalized, the nitty-gritty work begins right here, at the desk of No.22’s director of operations, Scott Hock.
Frame designs are drawn up on BikeCAD, and Hock translates those into specific dimensions and bills of materials that are then transferred over to the production crew.
Yep, that’s indeed my name on this order sheet. It’s for a Drifter X I’m going to build up for a review, and in case anyone reading this right now happens to be in the market and has similar preferences in frame geometry and fit, you should definitely stay tuned as No.22 will be likely be selling this one at a steep discount once it makes its way back to them. Sadly, this one is going to be way, way out of my budget.
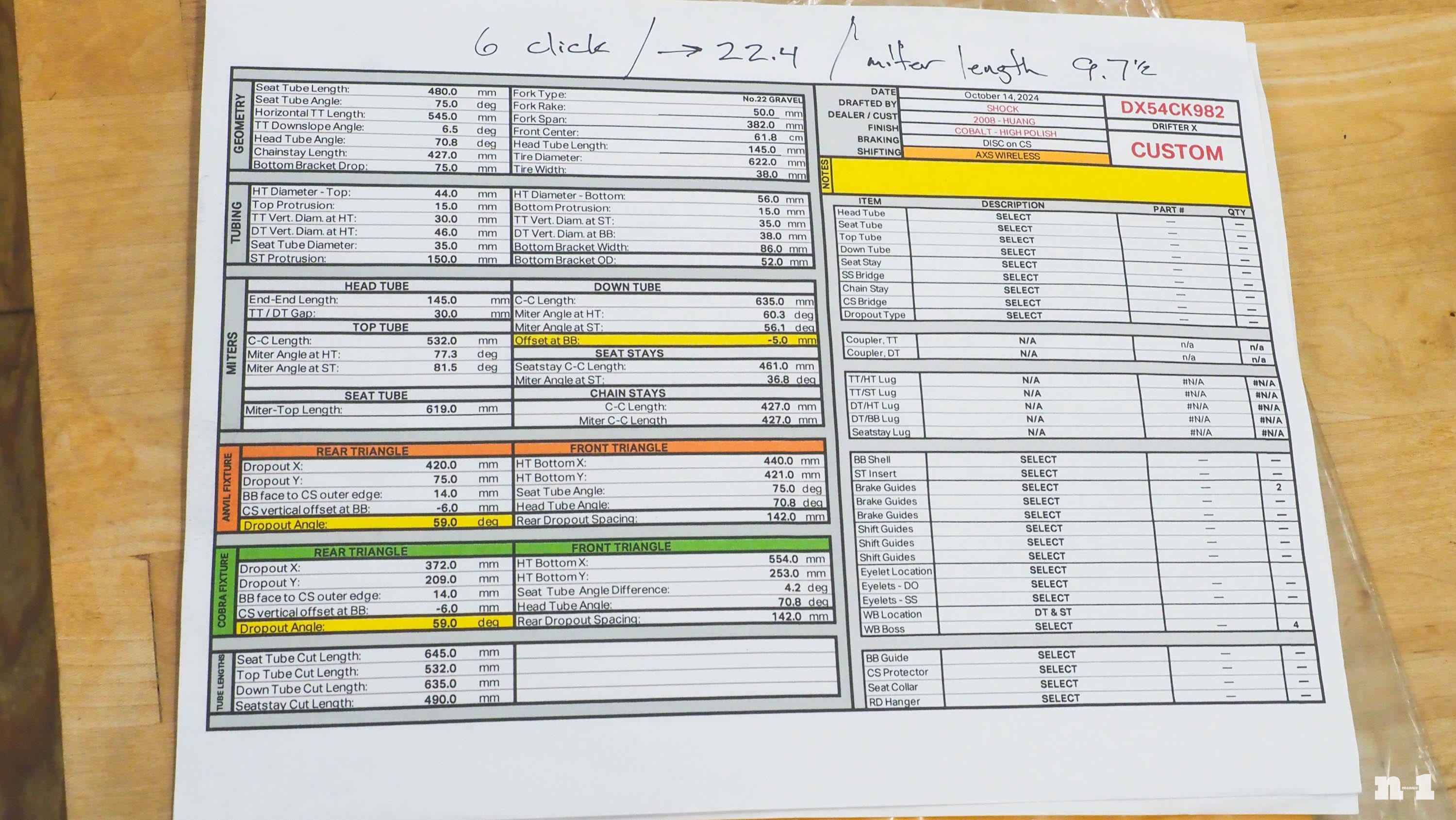
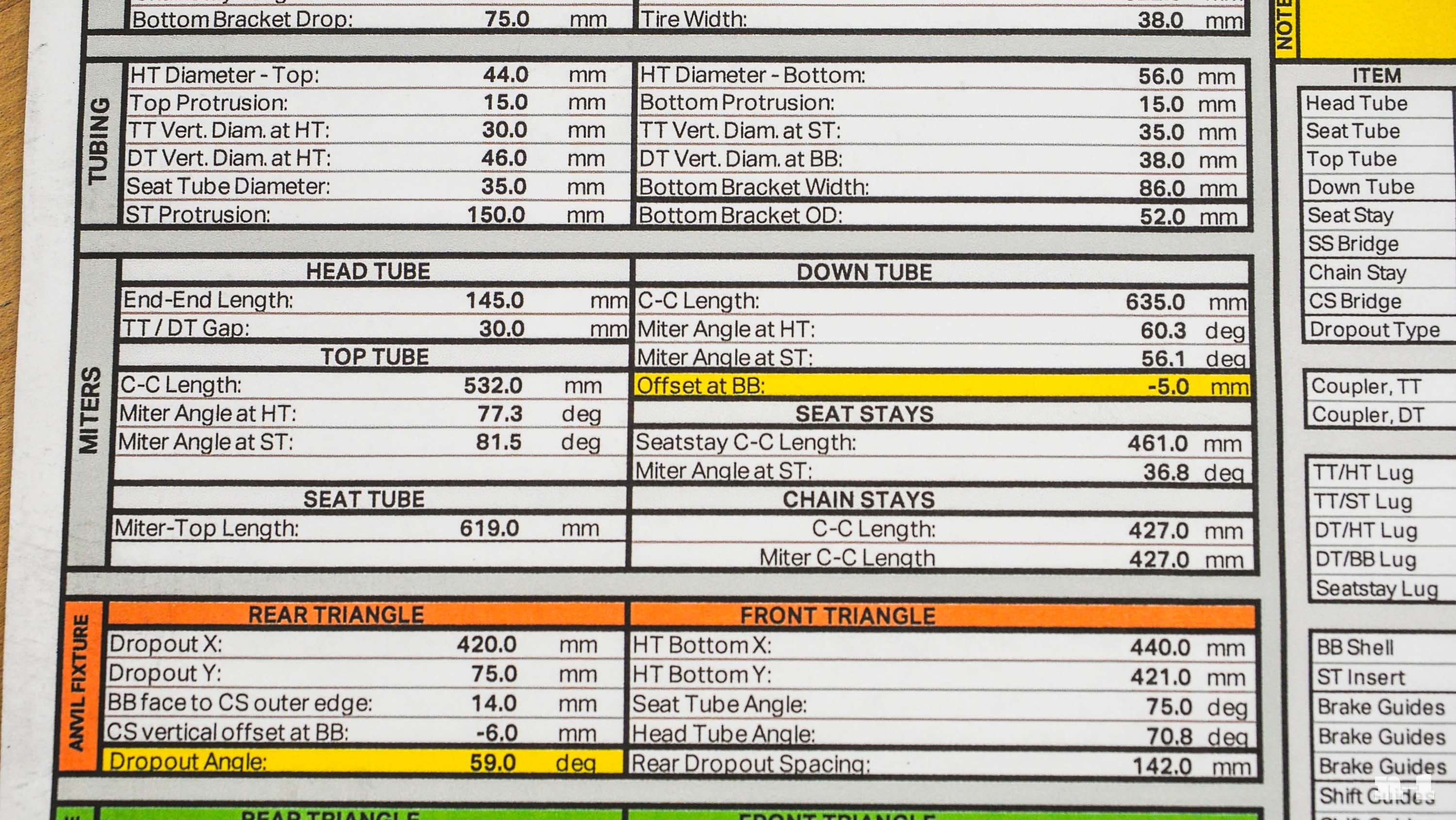
The frame drawing (with its applicable dimensions) is what the customer cares about, and a critical way they can visualize what their dream machine will eventually look like. But for the production crew, it’s numbers like these that are far more important.
Transforming the center-to-center dimensions of a frame drawing into production figures is a complex art, and the numbers are very specific.
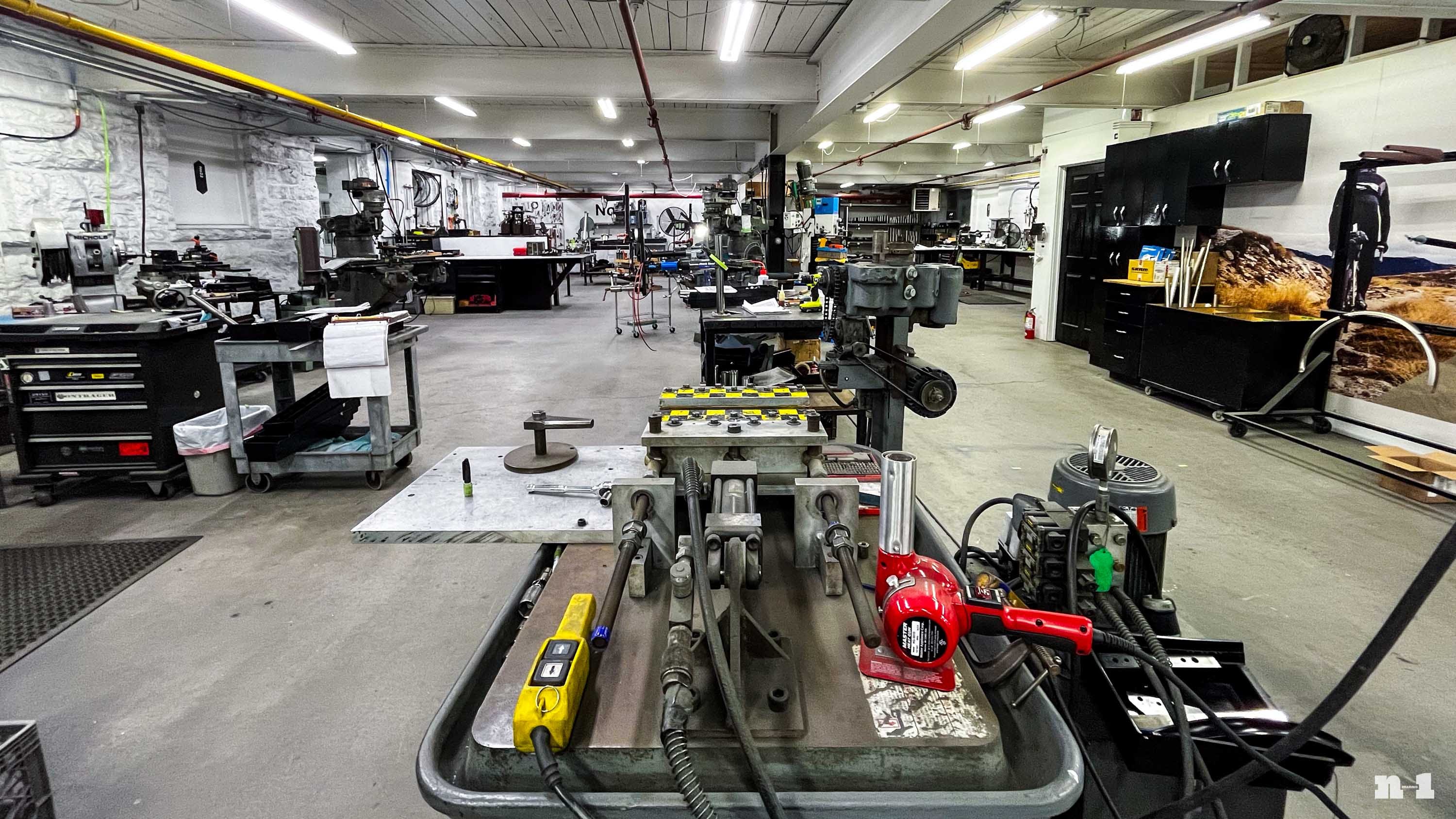
This is where it all goes down – where a pile of titanium tubes get turned into someone’s gorgeous “forever” bike.
No.22 sources its tubing from several different sources, both foreign and domestic, as apparently no single mill offers every variation it needs. According to No.22, larger-diameter tubes are particularly challenging to get in the United States. The company likes to purchase about half a year’s worth of tubing at a time, partially so it doesn’t run a huge risk of being without at a critical time, but also because it’s better from a consistency standpoint to get tubing from the same production run.
Tubing typically arrives in roughly 1.2 m / 4 ft sections, which are then chopped down to the necessary lengths.
No.22 also keeps on hand a variety of filament-wound carbon fiber seat tubes that are used in its Aurora and Reactor road frames. All of the titanium tubing arrives with a round cross-section, and all of the shaping is done in-house.
No.22 is open about farming out a fair bit of its machining work as it just doesn’t have all of the necessary equipment (such as a five-axis CNC mill) to perform certain operations well, nor does it have the production volumes to justify buying it. Among the parts made by a third party is No.22’s small army of head tube lengths, which are still made in two varieties because a substantial percentage of its buyers still opt for partially external cable routing.
It wasn’t all that long ago that No.22 finished off its frames with a separate head tube badge (made of titanium, of course). But nowadays, the “badge” is milled directly into the face of the head tube itself.
Tubing is externally butted on a decades-old lathe that dates back to the Serotta days. It would be easier for No.22 to use a single butting profile (or even a few) for batch processing, leaving one end extra-long so it can later be cut to length depending on the frame size. Instead, each tube is made to order and the butting profile of each tube is size-specific so that every one has the intended wall thickness profile.
Ever wonder how much weight is saved by butting a titanium seat tube? About 20 g or so, depending on the length. I’m guessing this stuff would also make for decent (albeit expensive) scouring pads.
After the tubes have been butted, identifying marks are written in Sharpie on the inside as they’re much less likely to be lost during the production process.
Remember how I said No.22 likes to buy larger quantities of tubing from fewer production runs? That’s because even tiny variations in a tube’s mechanical properties can affect things like springback when a tube is ovalized. Those variations supposedly rarely amount to more than 0.1 mm of difference, but it’s still important to measure every tube so that adjustments can be made in the cuts and miters.
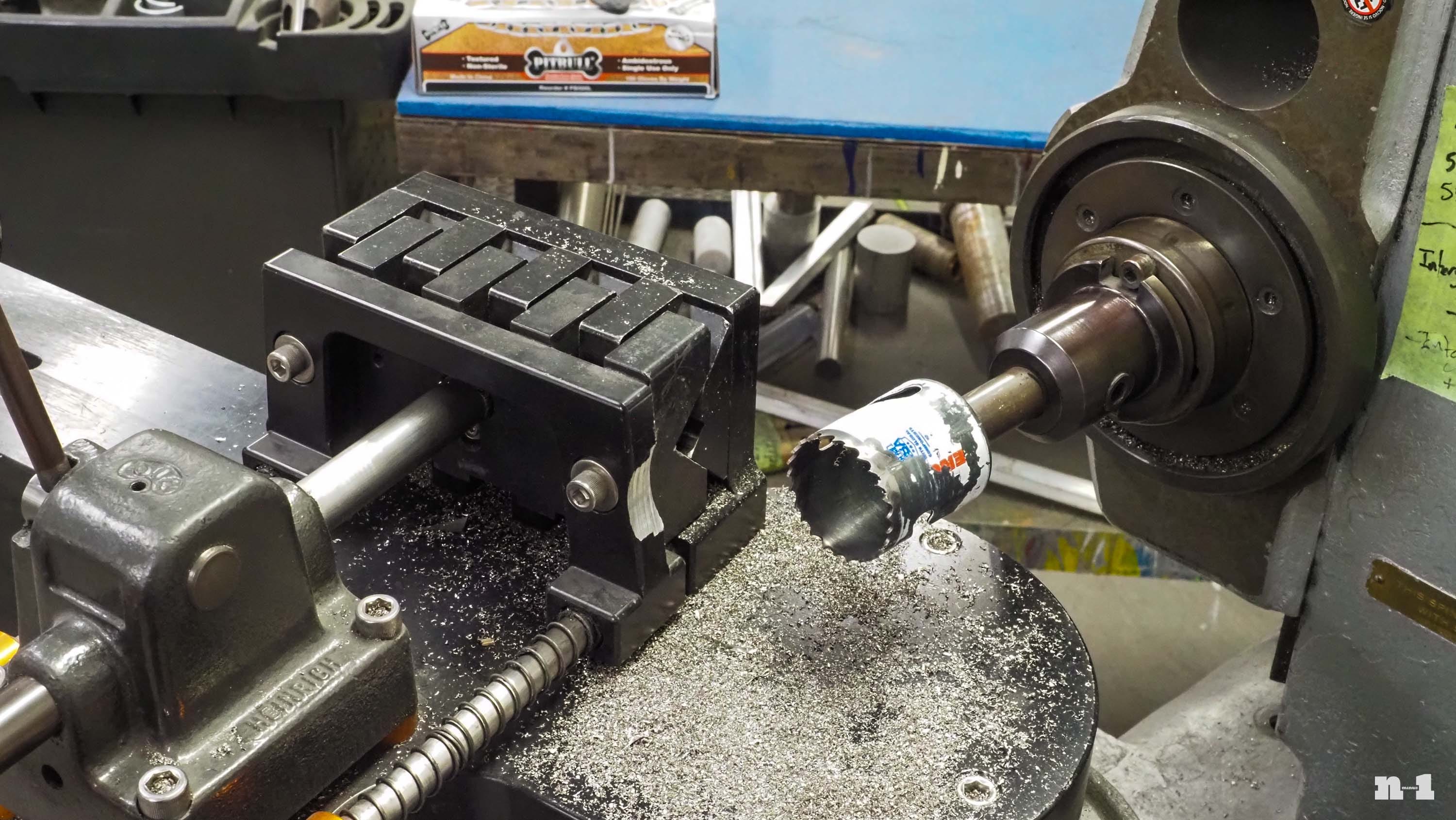
No.22 uses this horizontal mill just for mitering main tubes. When it comes to production, it’s often advantageous to have multiple machines that are each set up for a single task.
Titanium is awfully hard on cutting tools, and so No.22 goes through a heck of a lot of hole saws.
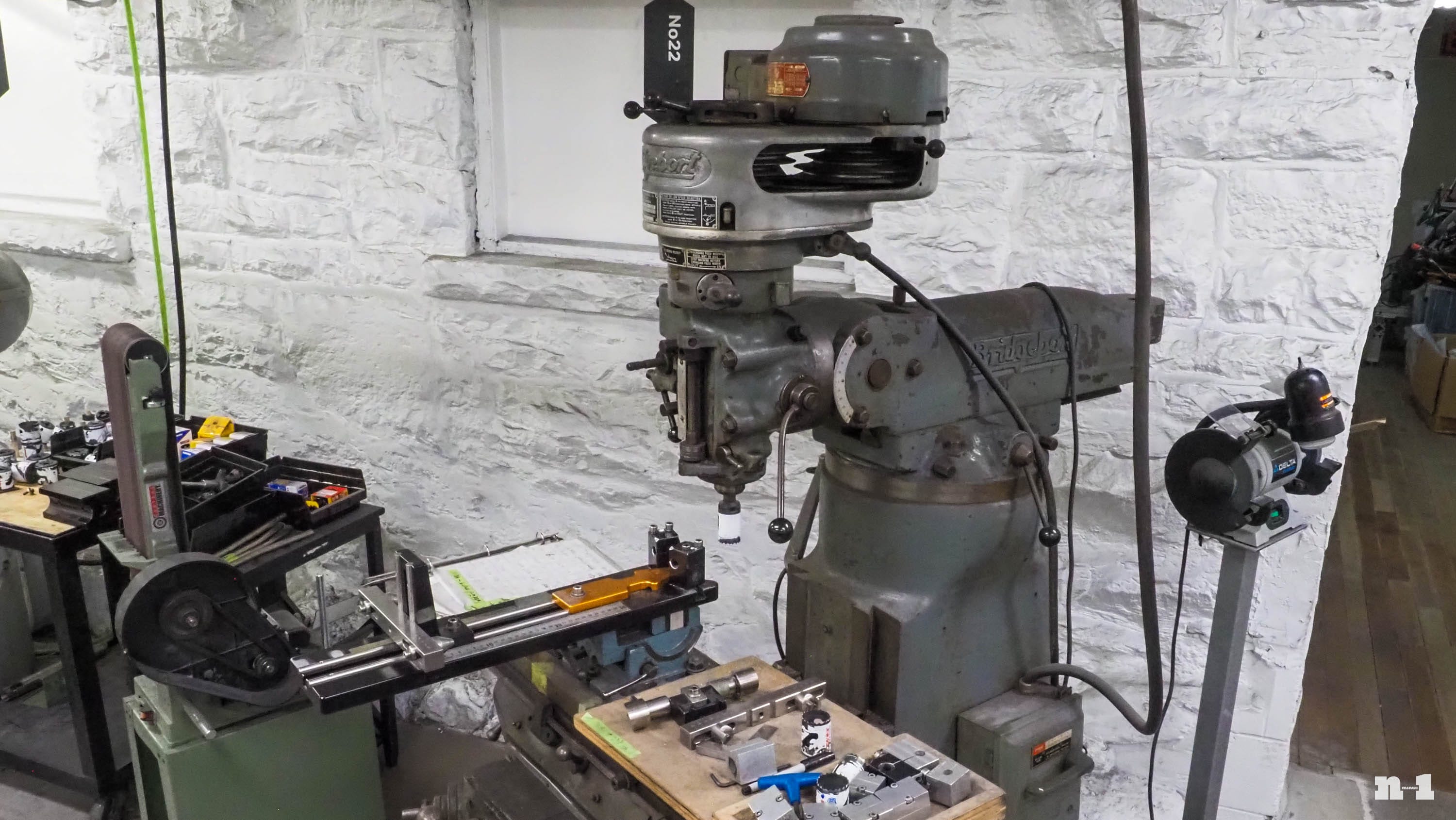
Just as the previous machine was set up specifically for mitering main tubes, this one primarily exists to miter seatstays.
Precision at every single step is absolutely critical as any small mistake earlier on in the process can yield big problems further down the line.
Test, measure, trial, error, document.
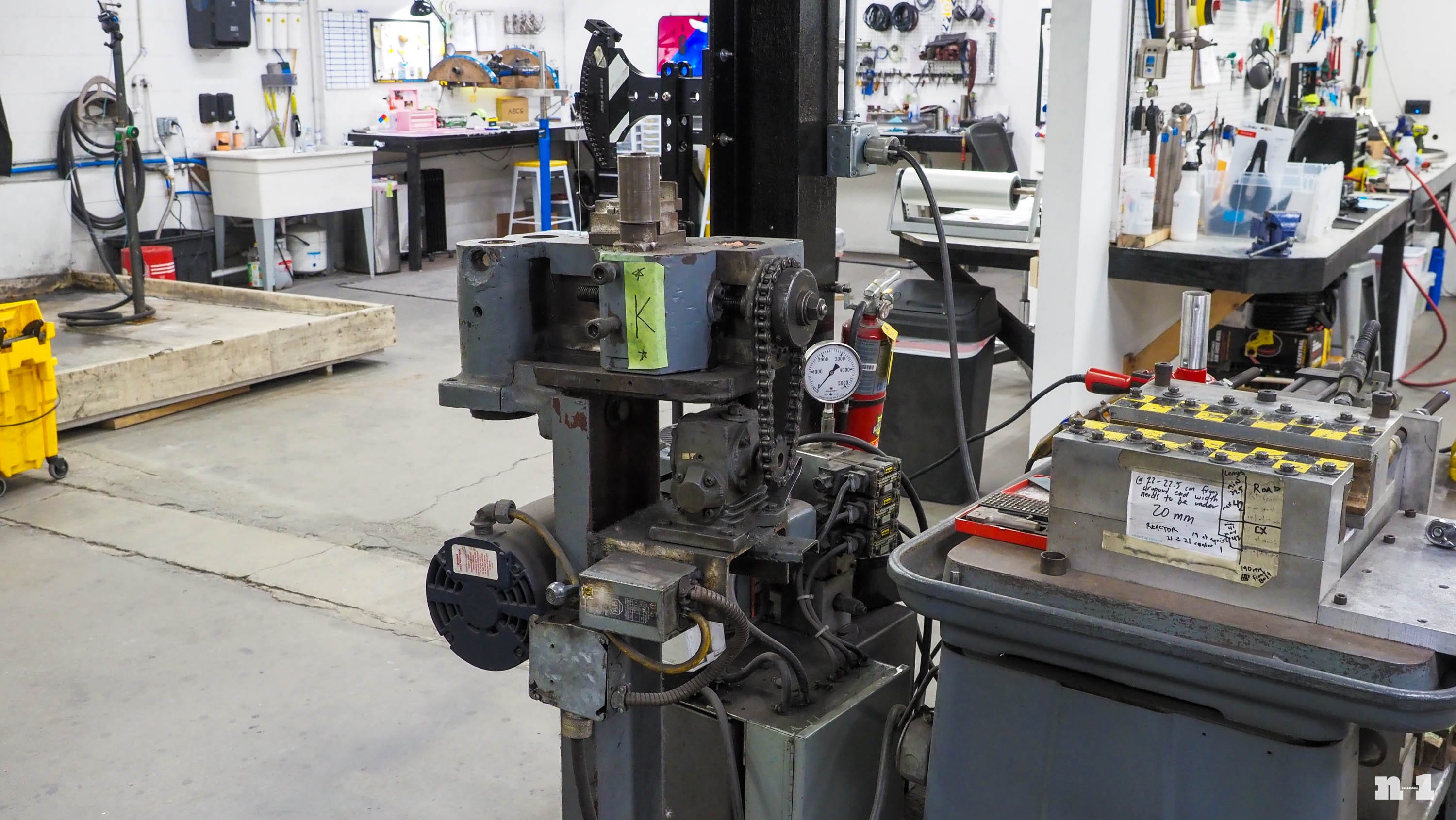
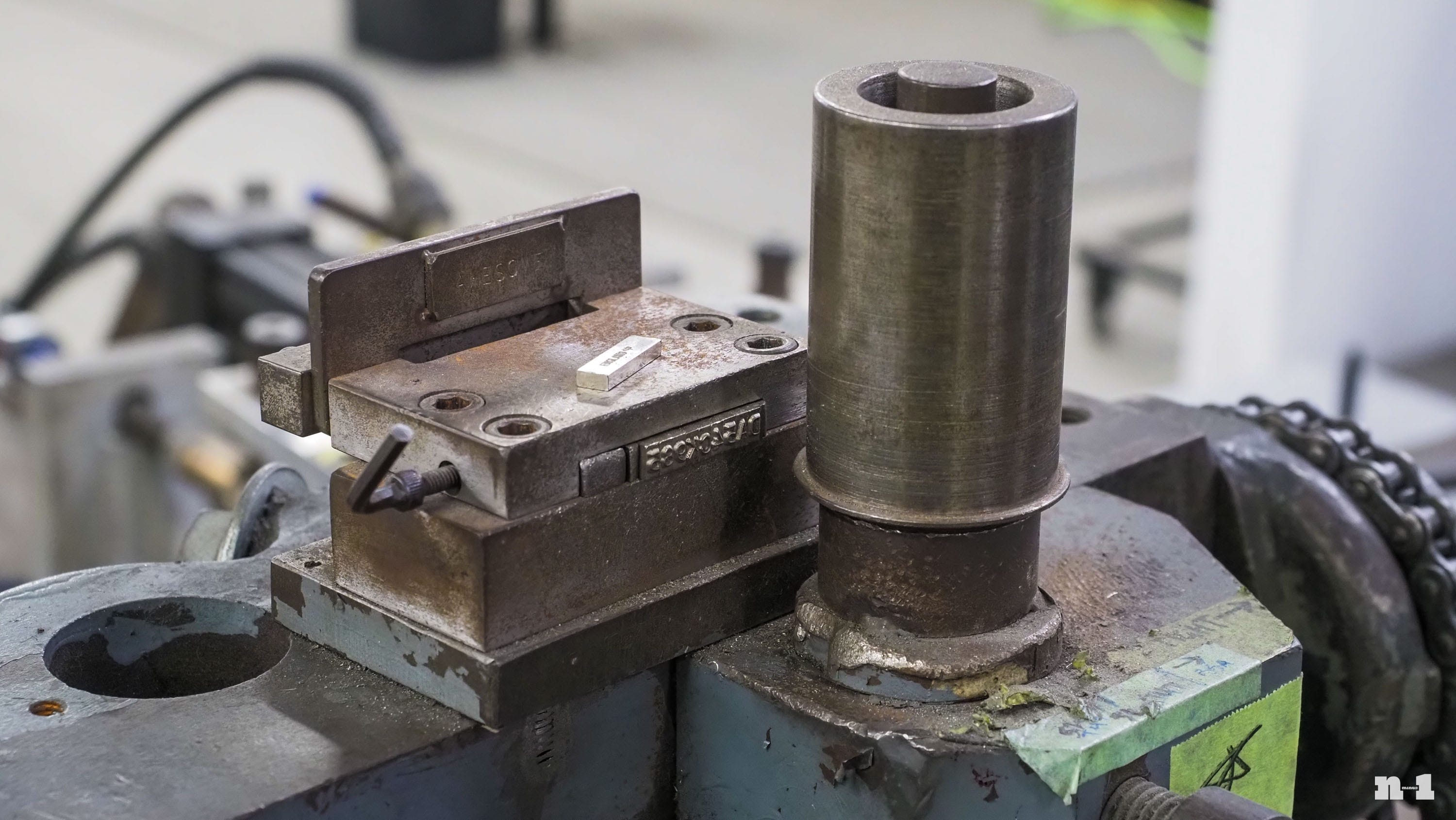
Ever wonder how serial numbers get stamped into bottom bracket shells? Well, wonder no more! It’s quite the contraption for such a simple task, and supposedly can be traced back to Fat City Cycles.
It’s a wonder these dies are still sharp enough to leave an imprint on the shell given how old they are.
As far as anyone at No.22 can recall, there’s only been one instance where a serial number had to be modified because they didn’t have enough letters or numbers.
Many of the machines on No.22’s shop floor are decades old, but upgrades like digital readout systems (or DROs) can add more modern capabilities.
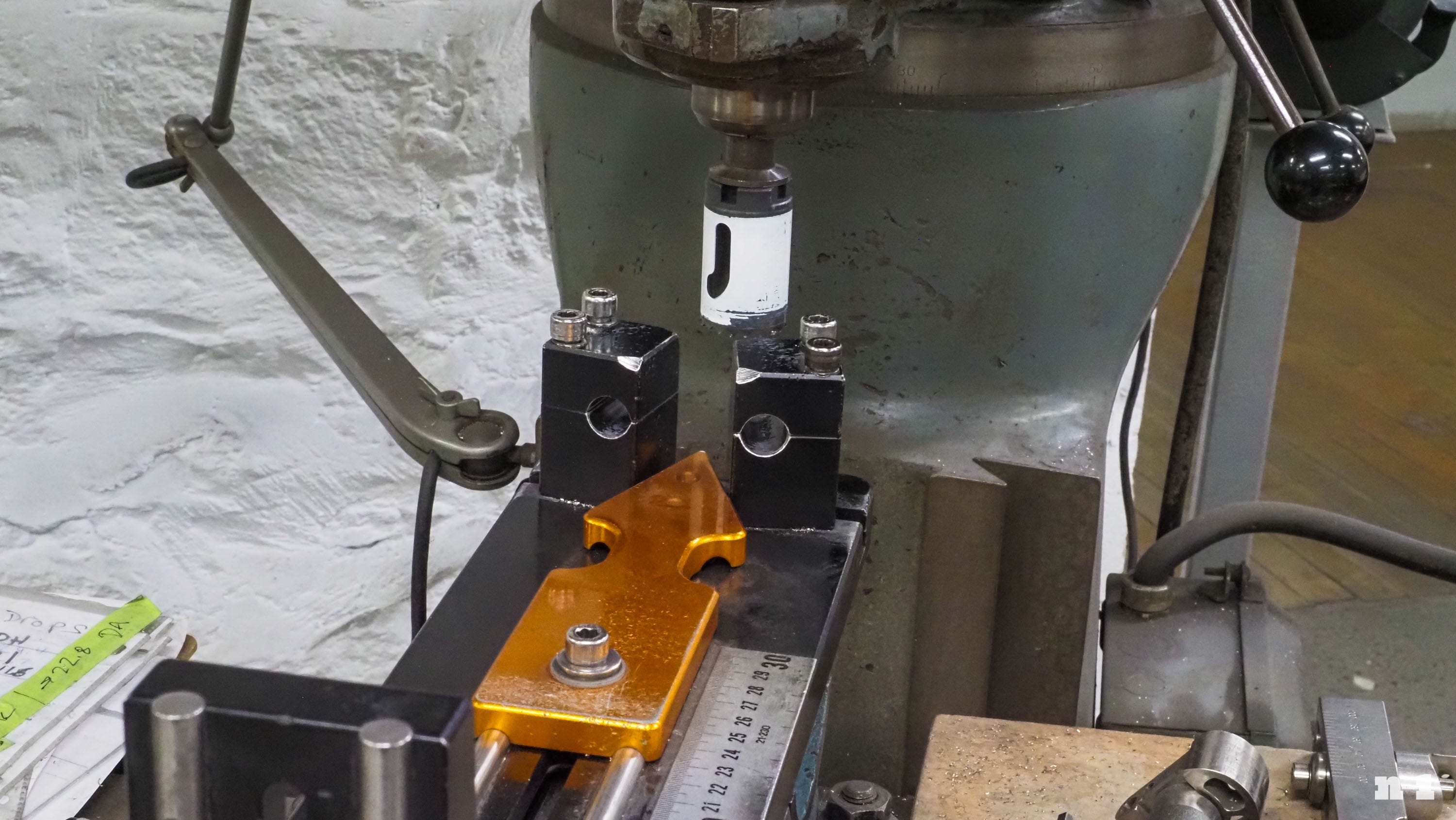
No.22 offers nine distinct frame models right now, and while there’s certainly some overlap in various design dimensions, there’s still a need for multiple jigs to account for variations in things like chainstay size and shape.
Chainstays are dimpled by hand on this arbor press. The setup may look a little crude what with the block of wood and all, but note the dial-type depth gauge mounted up top.
Serotta was one of the premier American frame builders for decades until it declared bankruptcy in mid-2013. The brand has since been resurrected to some degree, but its original legacy lives on in the people and equipment that now call No.22 home.
How old are some of the machines that continue to soldier on at No.22? Ask your kid what this thing is for and see what they say.
The machines at No.22 are a mix of old and new, and some also have interesting histories. This seat tube reamer came to No.22 via Mosaic Cycles in Boulder, Colorado, and still proudly wears a Mosaic decal.
While most machines you find in a framebuilding shop are multipurpose, this one was designed from outset to do nothing but ream seat tubes. It’s basically a glorified drill press.
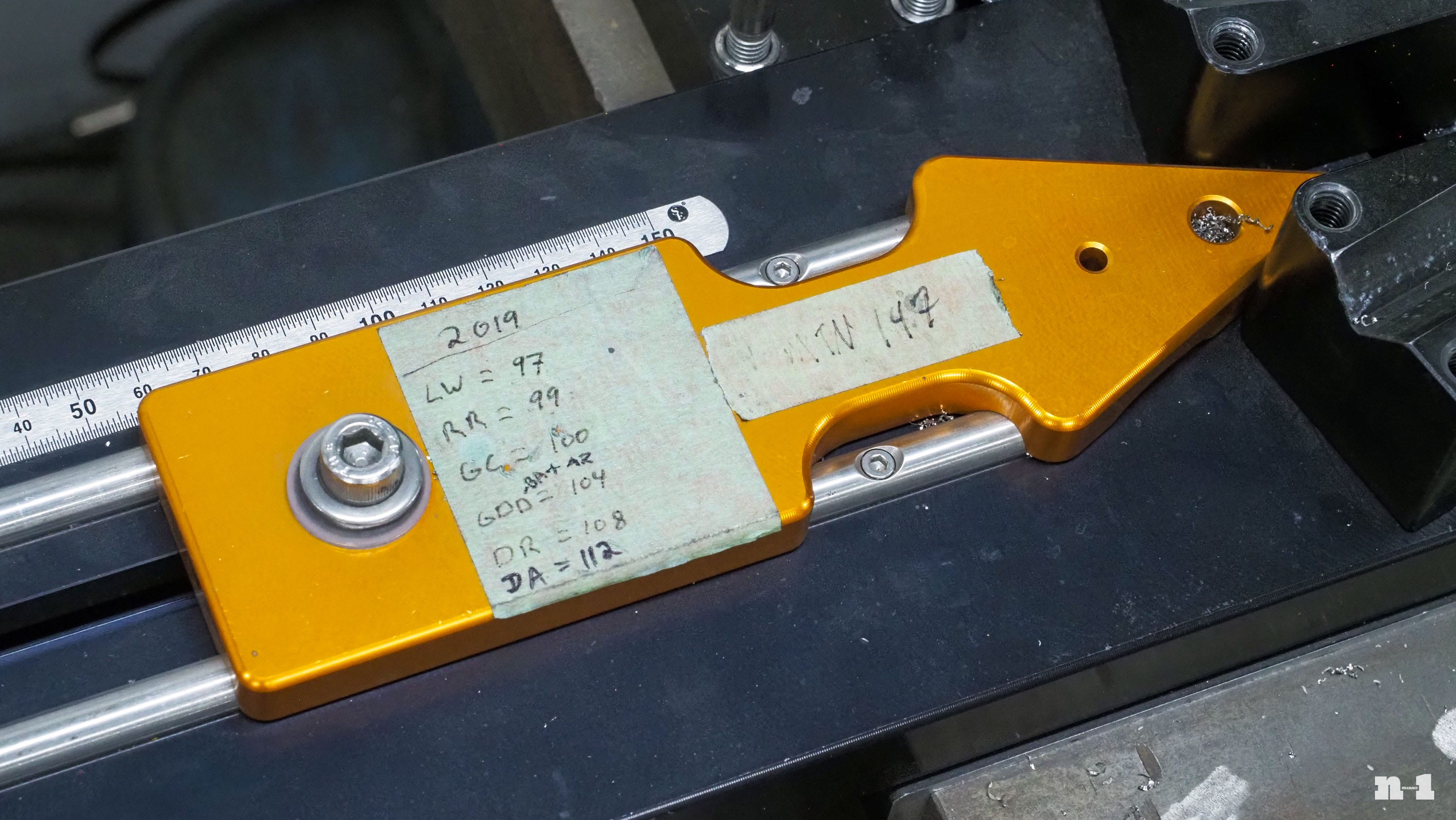
New frame fixture, old decal. Oh, how I lusted after a Ti Fat Chance back in the day.
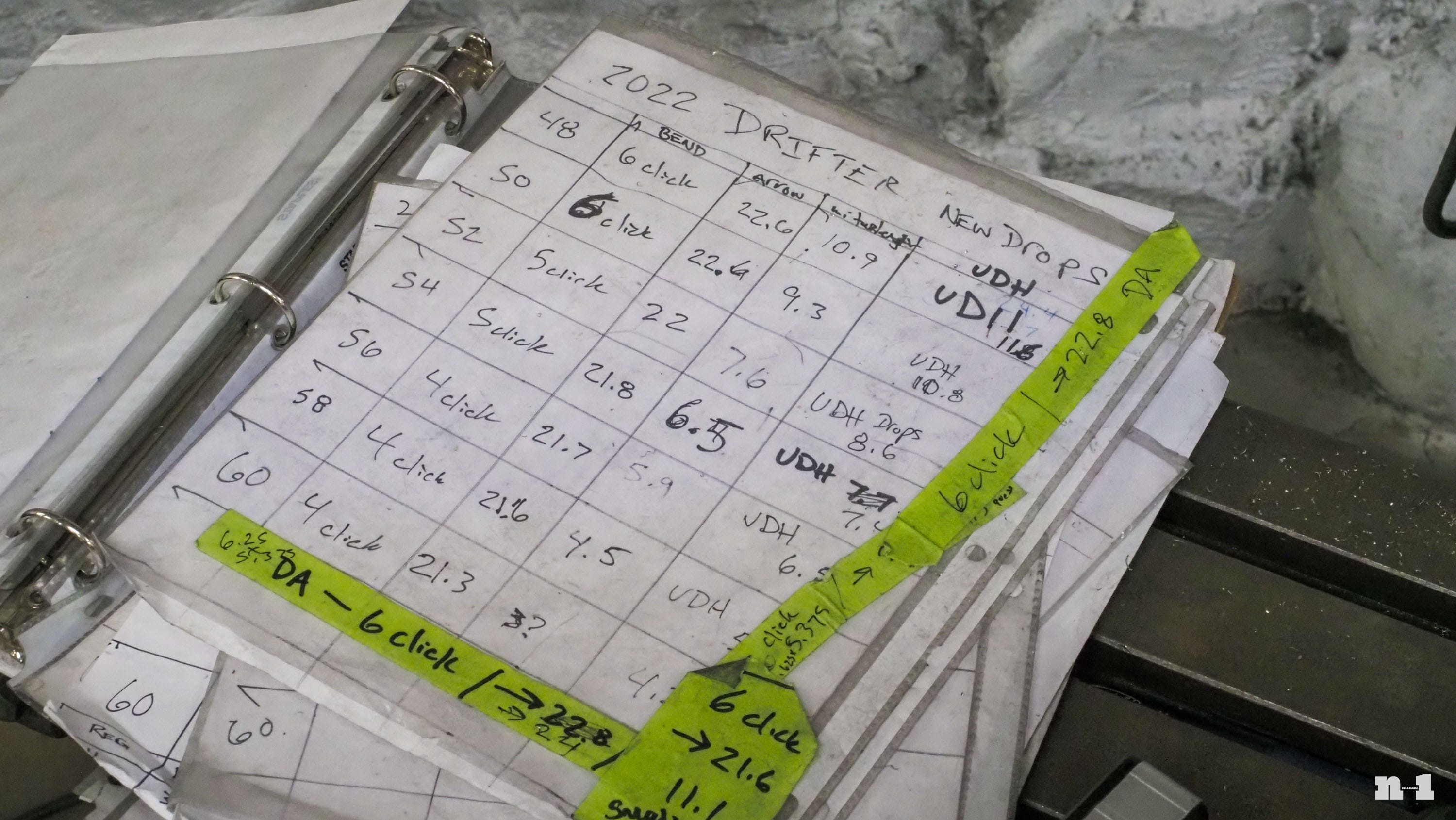
These notes mean nothing to me, but they’re critical bits of information for the person using this jig.
This station is used for nothing other than threading English bottom bracket shells. It sees virtually zero use these days, though, as even the few frames that No.22 offers with BSA shells are more typically threaded by hand now.
Mitered tube ends are filed by hand to remove any burrs or sharp edges. Even a tiny bit of unwanted material could leave a gap in the joint that’ll then get pulled closed during welding, potentially creating a misalignment.
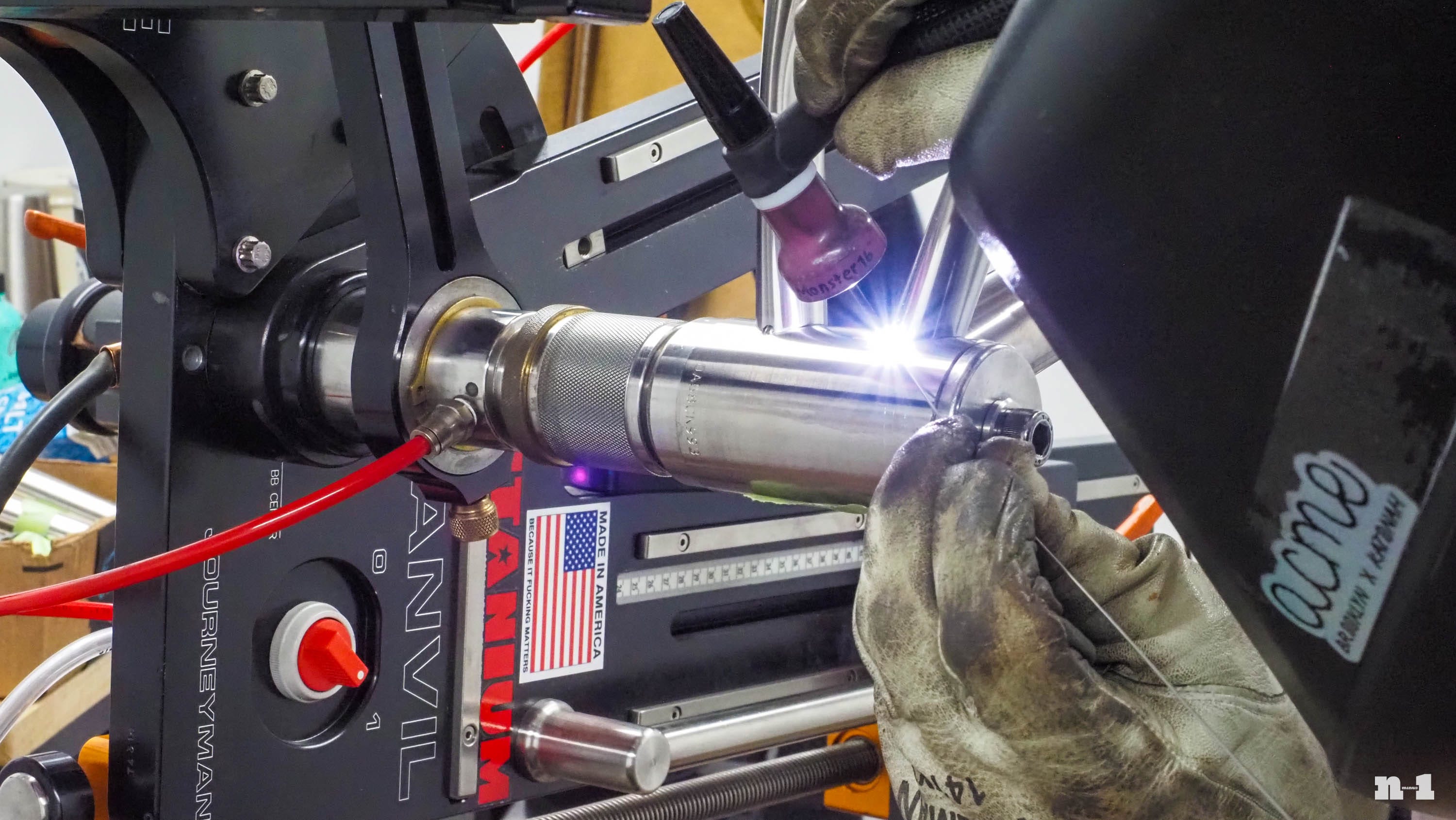
No.22 operates two dedicated welding rooms, each of which are walled off from the rest of the production floor so welders can operate free from noise and distraction. Note the now-defunct Anvil jig, too.
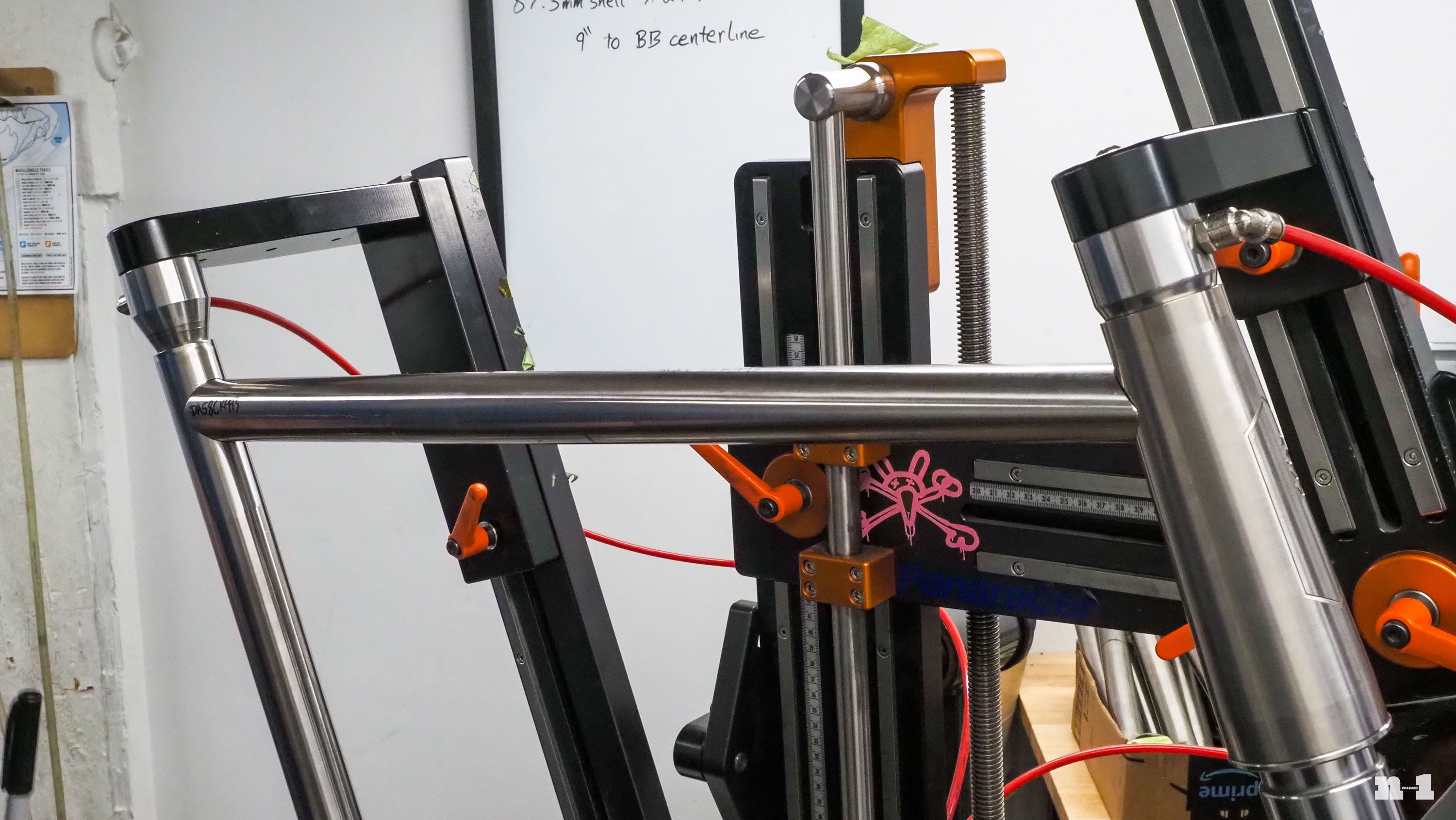
The fit of this top tube is so precise that it happily rests in its exact position before a single tack weld is laid down.
It wasn’t that long ago that No.22 head tubes could be clamped in the frame jig with no concern for rotational orientation. But now that the badges are machined directly into them, it’s crucially important that the alignment is spot on because fixing it later isn’t an option.
Welder Sam Dries tacks a pair of chainstays in place. He’s one of the younger members of the crew, but he’s already been with No.22 for eight years and operates under the guidance of head welder Frank Cenchitz, who first began welding titanium bicycle frames in 1997.
Keep reading with a 7-day free trial
Subscribe to n-1 to keep reading this post and get 7 days of free access to the full post archives.